With the exception of the Made in Space printer on the International Space Station, FFF/FDM printers are subject to gravity. Higher portions of your model will need a foundation or support from the lower ones. As a design consideration, you'll want to be conscious of the slopes in your piece, the overhangs. The angle of those overhangs impact how far a layer extends over the previous layer one. If a layer extends out too far, the filament could droop or curl up, causing imperfections, or worse, a failed print.
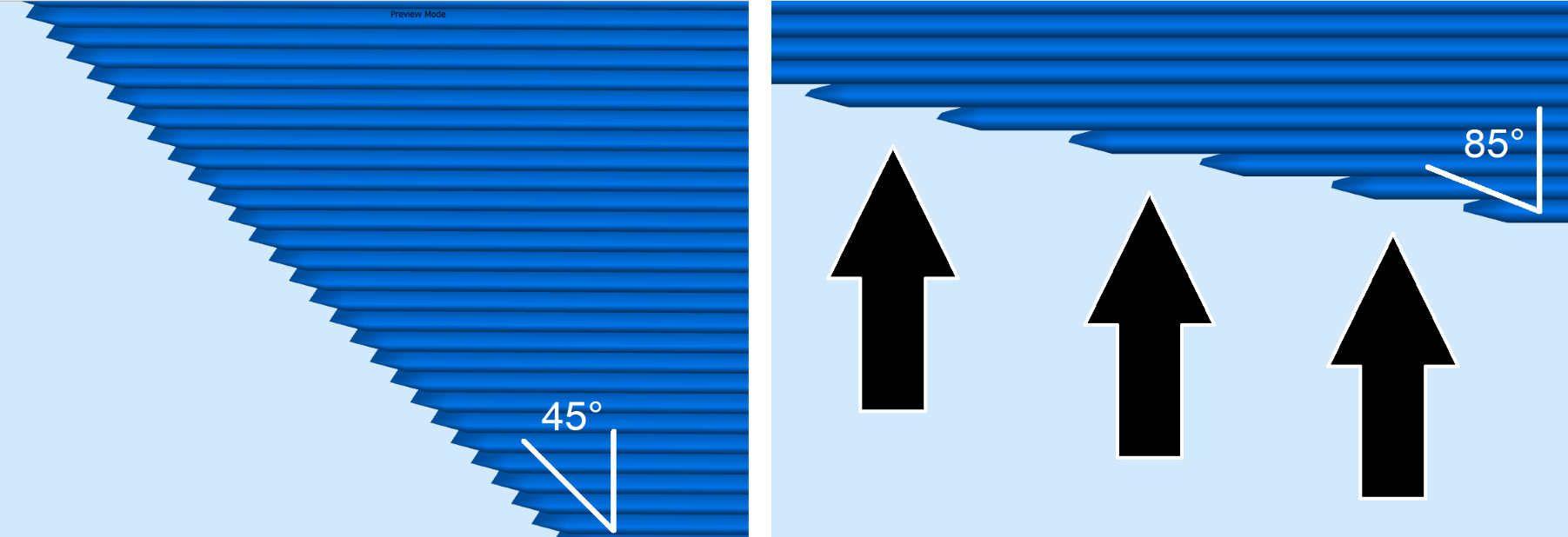
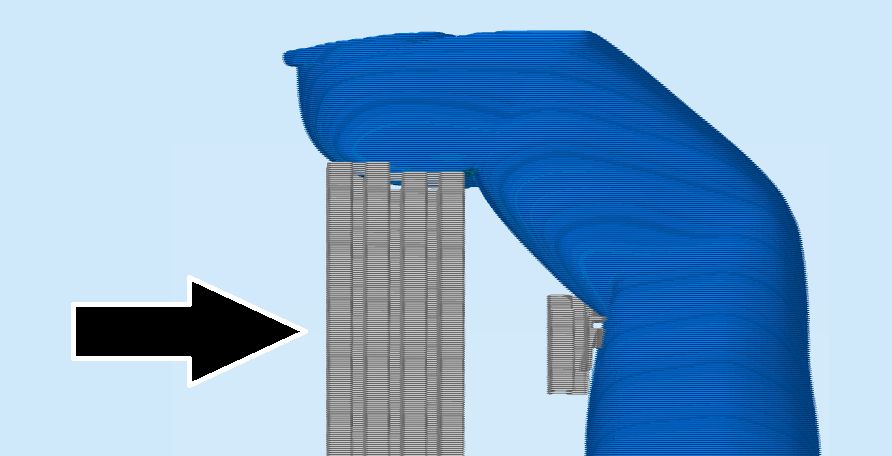
For most FFF/FDM desktop printers, the rule of thumb is 45 degree overhangs. If you keep your slopes and curves to 45 degrees or less, each layer will have a good foundation with the layer underneath. When you look at larger angles, you can see how layers may have trouble supporting their own weight. The following image shows the difference between 45 degrees and the more troublesome 85 degrees:
Layers at 45 degrees or less can be reliably printed by FFF/FDM printers. As the angle increases, it becomes harder for the plastic lines to support themselves.
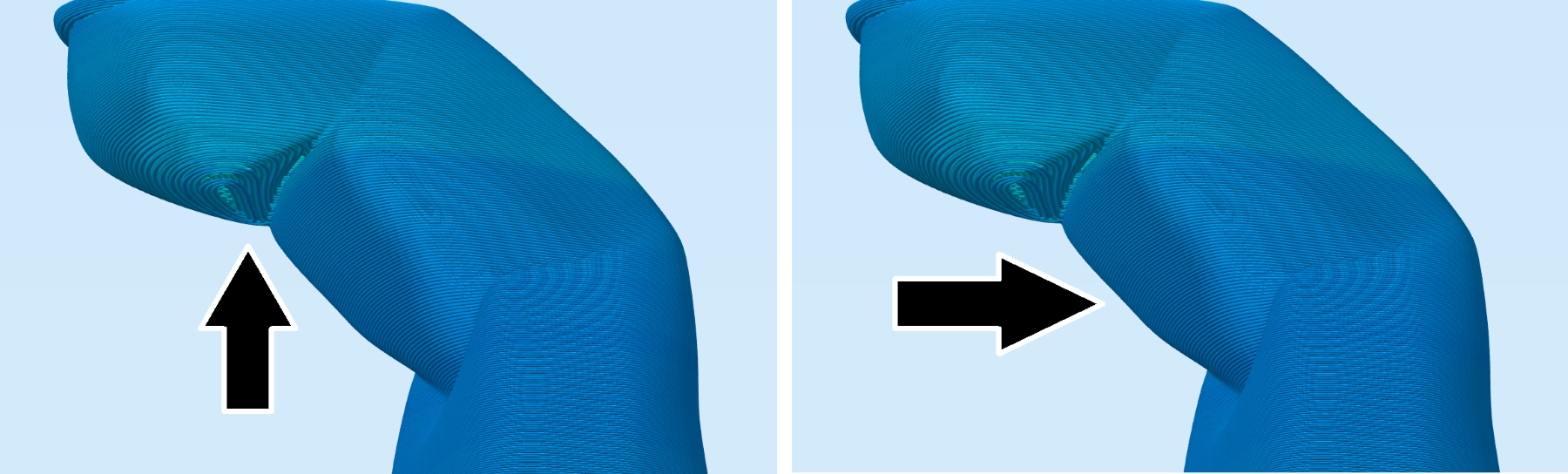
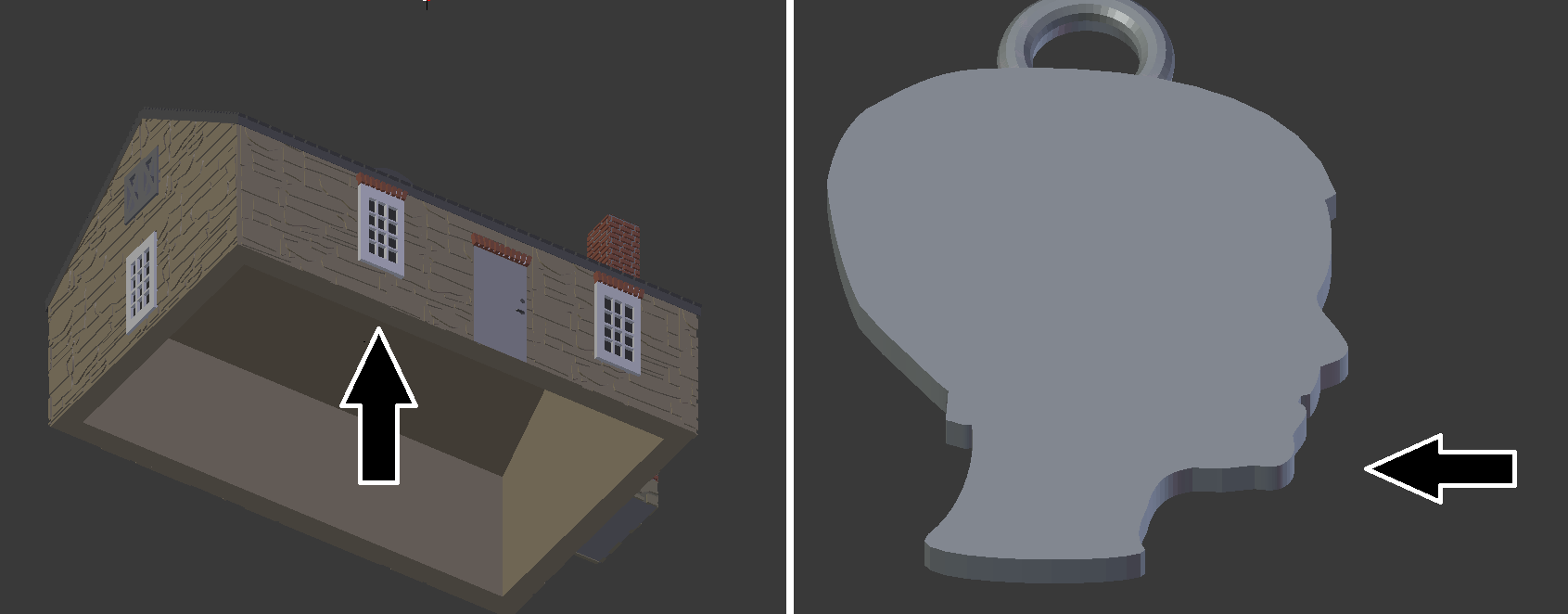
The human hand model later in the book is one where thinking about overhangs will be important. If one of the fingers was angled more than 45 degrees, you can see in the slicer preview how the printer would be drawing lines with nothing underneath it. For other portions of the finger that are more upright, you would see that each layer has good contact with the layer underneath:
Portions of the tip of the finger will be printing over air with nothing underneath. Earlier sections of the finger are better angled for printing.
Find out your printer's capabilities
If you want to put your particular printer to the test and get an assessment of its overhang capabilities, try the
Massive Overhang Test by thingster on Thingiverse at
https://www.thingiverse.com/thing:40382.
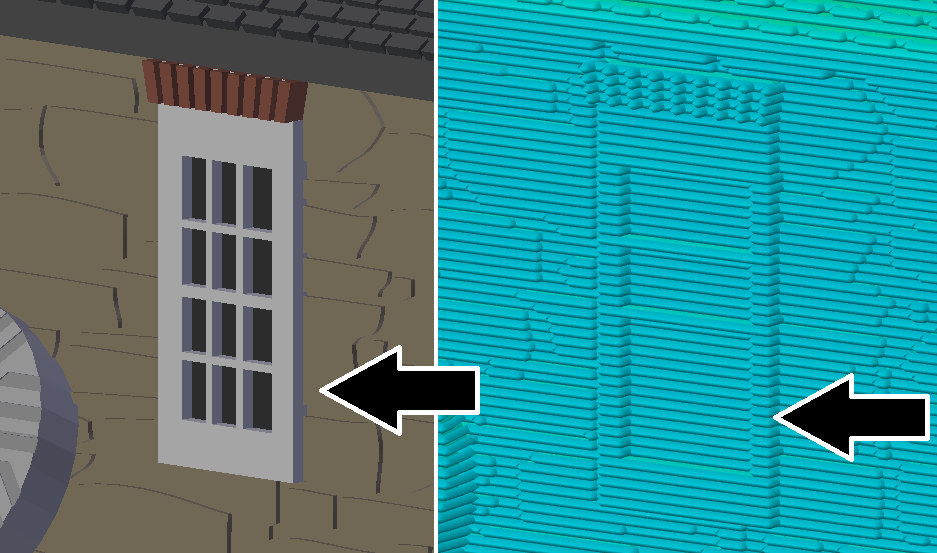
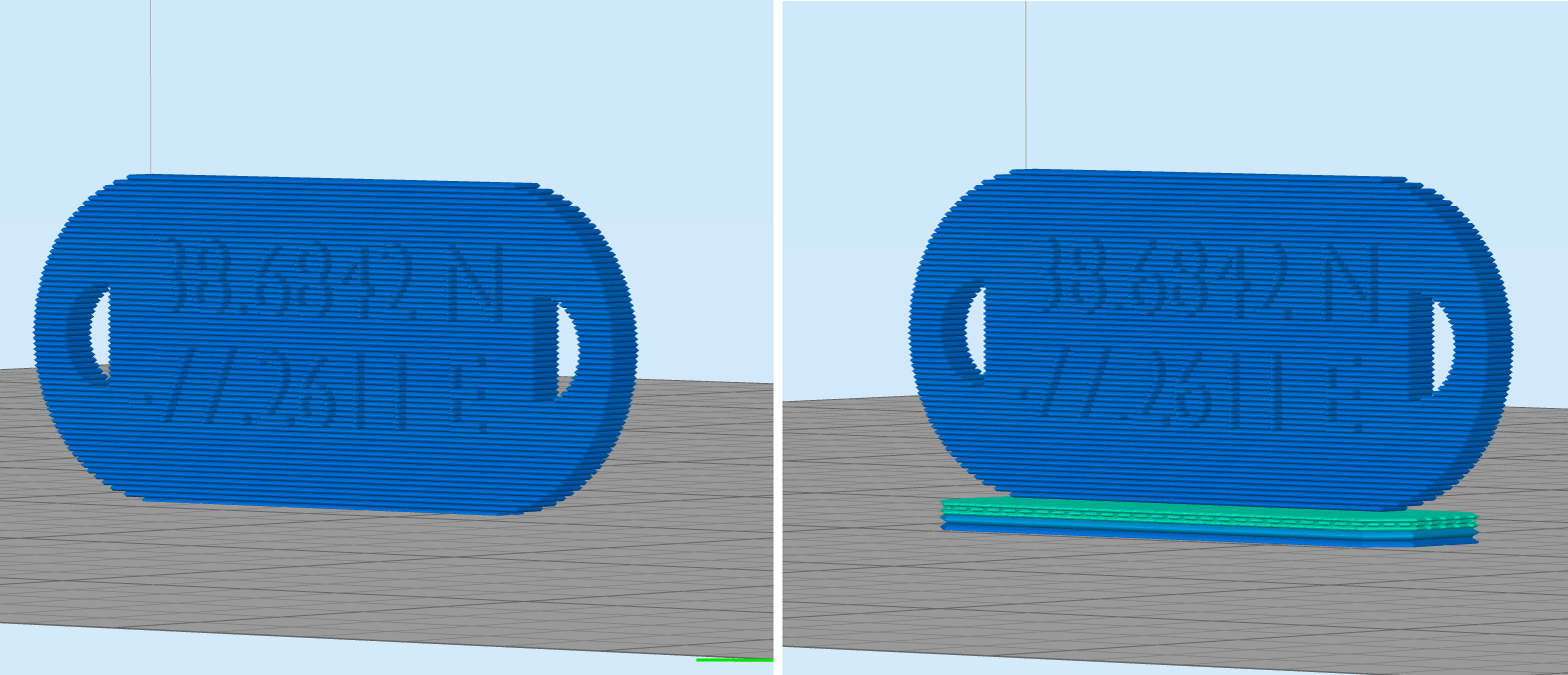
There is a lucky exception with overhangs. When the printer starts a layer, it usually starts by printing perimeters, sometimes called outlines, of your object before filling in the inside. The molten plastic likes to stick to itself. That is exactly why FFF/FDM printing works. If your printer draws its outlines from the inside of your object to the outside of your object, the last outline, the part of your object that is visible, sticks enough to the earlier outlines that it can support its own weight. That gives the printer the ability to do small, unsupported 90 degree (completely horizontal) overhangs, a handy behavior for detailing of your model, giving it texture or personalization:
You can put small, completely horizontal overhangs in your design. When the printer works inside out, outer lines can stick to previously printed lines for that same layer, permitting fine detailing for your model.
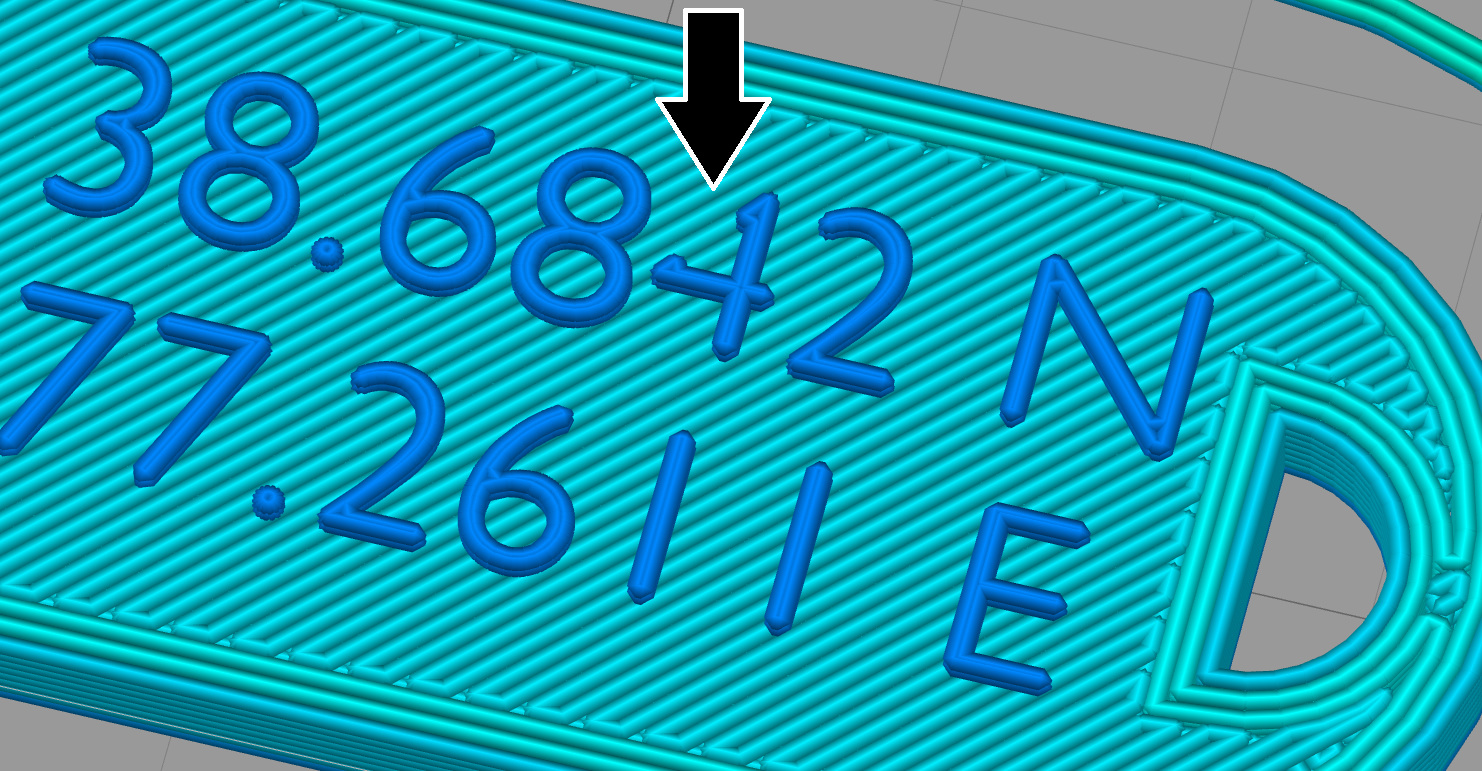
How far can those details come off a vertical face of the print? It will depend on the nozzle size of the printer. I have found 0.5mm to work great with both 0.35 and 0.4mm nozzles.
Find out your printer's capabilities
If you want to get an idea of what kind of unsupported details you can achieve on your printer, the
Vertical Embossed Detailing - Remix by SpikeUK on Thingiverse is a good print to get an assessment:
https://www.thingiverse.com/thing:2462735.
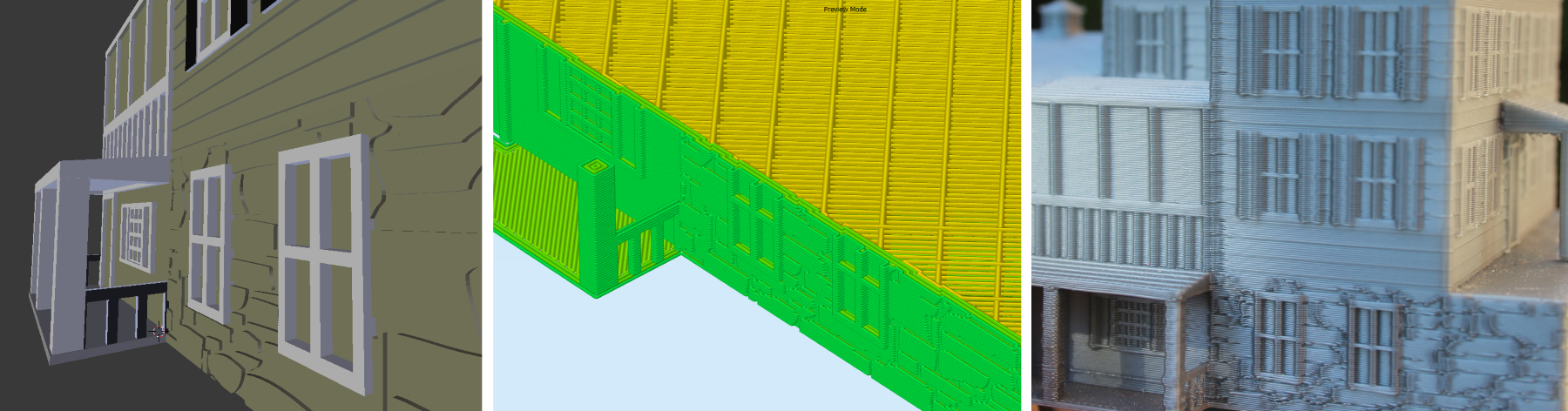
If you do have a design that requires large overhangs, you do not have to necessarily despair and abandon the idea. The slicer can tell the printer to print some extra columns called supports to assist your object. This is extra work for the printer that will add to your material usage and printing time. In addition, supports can leave markings on your piece, requiring sanding and cleanup to be done afterward. You don't have to avoid large overhangs when modeling, but it makes the printing process a lot cleaner if you do:
An example of temporary supports the printer can use to assist your object.